
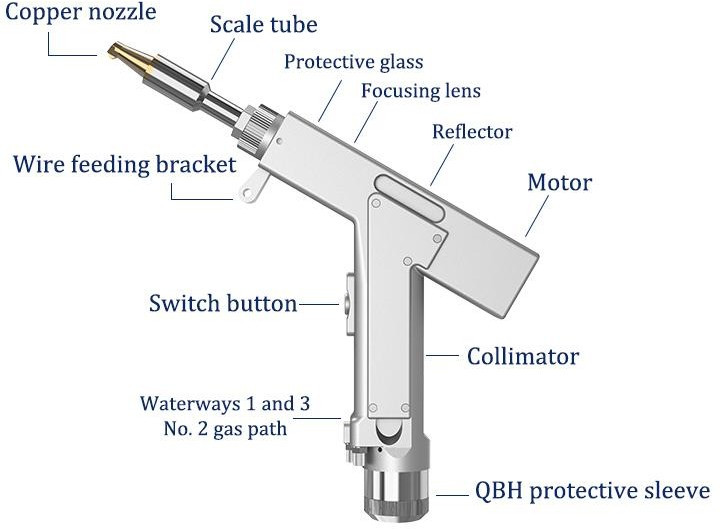
Capçal de soldadura làser de mà SUP 30S

Caixa forta.- Caixa forta
Investigació i desenvolupament independents del sistema de detecció de seguretat, establir una sèrie d'alarmes de seguretat, seguretat i estabilitat
Estalvi de temps: eficient i còmode
Mirall de focus, calaix de mirall de protecció, reemplaçament convenient
Lleugeresa: la lleugeresa redueix la càrrega
Mida més petita, pes més lleuger, funcionament flexible, fàcil d'utilitzar
Qualitat - bella soldadura - rendiment estable
Alta resistència a la soldadura, petita deformació, gran profunditat de fusió
Rendiment - Múltiples funcions
Suport a la soldadura contínua a mà, soldadura per punts, neteja, tall, "mà" "des de" - cos, autorització de contrasenya
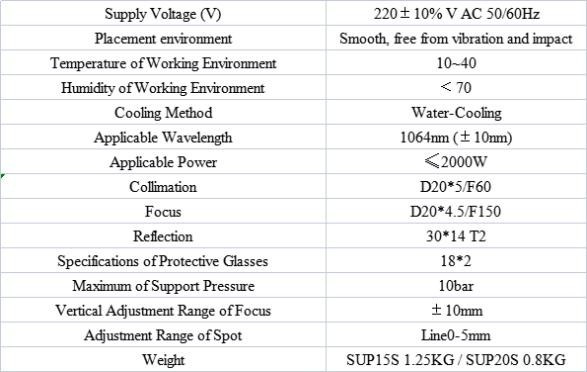
El supercapçal de soldadura és un capçal de tall de soldadura portàtil llançat el 2019. El producte cobreix pistoles de soldadura manuals i sistemes de control desenvolupats per si mateix, i està equipat amb múltiples alarmes de seguretat i paràmetres d'alimentació segura activa i apagat.Aquest producte es pot adaptar a diverses marques de làsers de fibra;El disseny òptic i refrigerat per aigua optimitzat permet que el capçal làser funcioni de manera estable durant molt de temps per sota de 3000 W.
Característiques bàsiques: sistema de control desenvolupat per si mateix, múltiples alarmes de seguretat, mida més petita, funcionament flexible i fàcil d'utilitzar.
Més estable: tots els paràmetres són visibles, control en temps real de l'estat de tota la màquina, per evitar problemes amb antelació, més còmode per resoldre problemes, per garantir el funcionament estable del capçal de soldadura.
Procés: tots els paràmetres són visibles, la qualitat de la soldadura és més perfecta, la deformació és petita i la penetració és alta.
Paràmetres estables i alta repetibilitat: la pressió de l'aire i l'estat de la lent determinats, sempre que la potència del làser sigui estable, els paràmetres del procés han de ser repetibles.Millora molt l'eficiència, alhora que redueix els requisits de l'operador.
1) Assegureu-vos una connexió a terra fiable abans de l'alimentació.
2) El capçal de sortida del làser està connectat amb el capçal de soldadura.Si us plau, comproveu acuradament el capçal de sortida del làser quan l'utilitzeu per evitar la pols o una altra contaminació.Quan netegeu el capçal de sortida del làser, utilitzeu paper especial per a lents.
3) Si l'equip no s'utilitza d'acord amb els mètodes especificats en aquest manual, pot estar en condicions de treball anormals i causar danys.
4) Quan substituïu la lent protectora, assegureu-vos de protegir-la.
5) Tingueu en compte: quan feu servir per primera vegada, quan la llum vermella no pugui sortir de la boca de coure, assegureu-vos de no emetre llum
Detalls de lliurament del paquet del capçal de soldadura manual
★ Primera capa
Capçal de soldadura SUP20S 1 unitat
Sistema 1 conjunt
Cable del sistema estàndard 10m
★ Segona capa
Broquet de coure 7pcs Broquet de tall 1uc
Tub d'escala 1 unitat
Lent de protecció 10 unitats
Pinça de terra 1 unitat
Cable de connexió de pantalla 1m
Sivella de pantalla 1 conjunt
★ Tercera capa
Pantalla de visualització 1 unitat
interruptor d'aigua 2 unitats
Definició del cablejat del controlador

Terminal d'alimentació del controlador
La font d'alimentació utilitza la interfície 5P i la font d'alimentació de commutació de 24 V subministrada i la font d'alimentació de commutació de 15 V s'utilitzen per a la font d'alimentació
Tingueu en compte que la font d'alimentació de commutació de 15 V distingeix els pols positius i negatius, V1 està connectat a 15 V+, V2 està connectat a 15 V- i qualsevol COM de la font d'alimentació de commutació de 15 V està connectat al pin 2 GND!
Tingueu en compte que la font d'alimentació de commutació ha d'estar connectada a terra!
Controlador LCD24/5000
El cable LCD es lliura amb el dispositiu i es pot connectar directament.Vegeu la figura anterior per obtenir definicions específiques
Interfície de senyal del controlador 1
①/②Pin és l'entrada del senyal d'alarma de pressió de l'aire, si cal habilitar-lo (requereix cablejat), configureu el nivell d'alarma de pressió d'aire en segon pla com a alt, en cas contrari, és baix
El pin ③/④ és l'entrada del senyal d'alarma del dipòsit d'aigua.Si necessiteu activar-lo (cal cablejat), configureu el nivell d'alarma de pressió d'aire en segon pla com a alt, en cas contrari, és baix
⑤El pin del número és la terra de referència per al bloqueig de terra de seguretat i està connectat directament a la peça de processament amb un cable
⑥ El pin número és el bloqueig de terra de seguretat del capçal de soldadura, connectat al cable blau del cable de tres nuclis, quan el capçal de soldadura toca la peça de treball, el bloqueig de seguretat està activat en aquest moment
⑦ El pin del número és l'interruptor del capçal de soldadura, connectat al cable marró del cable de tres nuclis
⑧ El número de pin és l'interruptor de la llum del capçal de soldadura, connectat al cable negre del cable de tres nuclis, quan es preme el disparador, el botó del disparador està encès
Tingueu en compte que només quan no hi hagi cap alarma i el senyal del botó de bloqueig de seguretat i activació estigui activat, s'enviarà el senyal de sortida del port posterior.
Interfície de senyal del controlador 2
L'extrem 2 de la interfície de senyal utilitza una interfície 6P i la vàlvula d'aire està relacionada amb l'alimentació del cable
①Peus reservats
②Peus reservats (sincronitzats amb senyal de 4 pins)
③/④El peu és la sortida de la vàlvula de 24 V, connecteu-vos a la vàlvula
⑤/⑥El pin és el cable de senyal de l'alimentador de filferro, el port de senyal de l'alimentador de filferro, independentment del positiu o negatiu
Esquema de cablejat del controlador
①/②Pin és l'entrada del senyal d'alarma de pressió de l'aire, si cal habilitar-lo (requereix cablejat), configureu el nivell d'alarma de pressió d'aire en segon pla com a alt, en cas contrari, és baix
El pin ③/④ és l'entrada del senyal d'alarma del dipòsit d'aigua.Si necessiteu activar-lo (cal cablejat), configureu el nivell d'alarma de pressió d'aire en segon pla com a alt, en cas contrari, és baix
⑤El pin del número és la terra de referència per al bloqueig de terra de seguretat i està connectat directament a la peça de processament amb un cable
⑥ El pin número és el bloqueig de terra de seguretat del capçal de soldadura, connectat al cable blau del cable de tres nuclis, quan el capçal de soldadura toca la peça de treball, el bloqueig de seguretat està activat en aquest moment
⑦ El pin del número és l'interruptor del capçal de soldadura, connectat al cable marró del cable de tres nuclis
⑧ El número de pin és l'interruptor de la llum del capçal de soldadura, connectat al cable negre del cable de tres nuclis, quan es preme el disparador, el botó del disparador està encès
Tingueu en compte que només quan no hi hagi cap alarma i el senyal del botó de bloqueig de seguretat i activació estigui activat, s'enviarà el senyal de sortida del port posterior.
Interfície de senyal del controlador 2
L'extrem 2 de la interfície de senyal utilitza una interfície 6P i la vàlvula d'aire està relacionada amb l'alimentació del cable
①Peus reservats
②Peus reservats (sincronitzats amb senyal de 4 pins)
③/④El peu és la sortida de la vàlvula de 24 V, connecteu-vos a la vàlvula
⑤/⑥El pin és el cable de senyal de l'alimentador de filferro, el port de senyal de l'alimentador de filferro, independentment del positiu o negatiu
Interfície de senyal del controlador 3
①El pin és l'entrada del senyal d'alarma làser +, si l'heu d'activar, configureu el nivell d'alarma de pressió de l'aire com a alt en segon pla
②El pin està activat+, connecteu-vos a l'habilitat làser+
③ El pin té una sortida de 24 V, surt directament 24 V + després de l'encesa
④El número de mascota és un terreny comú (terra de referència per a peus 1/2/3/5)
⑤El pin del número és quantitat analògica + sortida, es dóna la quantitat analògica
⑥El pin és un senyal modulat per PWM
⑦ El pin del número és un senyal de modulació PWM+
Esquema de cablejat del controlador

Nota: El terminal COM de la font d'alimentació de commutació de ±15V i el terminal -V (0V) de la font d'alimentació de commutació de +24V s'han de connectar a GND i completament connectats a la peça de treball alhora.La carcassa de la font d'alimentació de commutació s'ha de connectar a terra, en cas contrari, es pot produir una alarma de bloqueig de terra de seguretat i no s'emetrà cap llum.
Interfície d'entrada òptica
El capçal de soldadura SUP és adequat per a la majoria de generadors làser industrials.Els connectors de fibra òptica que s'utilitzen habitualment inclouen IPG, Ruike, Chuangxin, Fibo, Tottenham, Jept, Kaplin, etc. L'òptica s'ha de mantenir neta i tota la pols s'ha de treure abans d'utilitzar-la.
Quan s'insereix la fibra, el capçal de tall s'ha de girar 90 graus per ser horitzontal, i després la fibra s'utilitza per evitar que la pols caigui a la interfície.
Interfície del refrigerador d'aigua i gas de protecció
La interfície de canonada d'aigua i d'aire es pot instal·lar amb mànegues amb un diàmetre exterior de 6 mm i un diàmetre interior de 4 mm.El camí de l'aire entra al mig i els dos costats són canonades d'entrada i sortida d'aigua (independentment de la direcció d'entrada i sortida), com es mostra a continuació:

El sistema de refrigeració es divideix en la part del circuit d'aigua del capçal de soldadura i la part del circuit d'aigua del capçal de fibra òptica, que es connecten en sèrie, tal com es mostra a la figura següent:

Interfície de connexió de la pistola de soldadura i la caixa de control
La pistola de soldadura i la caixa de control utilitzen tres cables per connectar-se, incloent: línia elèctrica de motor de dos nuclis, línia de senyal de motor de cinc nuclis, bloqueig de terra de seguretat de tres nuclis i línia de botó d'activació.
Els cables d'alimentació/senyal del motor (dos cables negres) estan connectats directament a la part del motor del capçal de soldadura i es poden desmuntar (hi ha dues opcions disponibles: 1. Obriu la coberta del motor i la placa lateral de la pistola de soldadura portàtil 2. Obriu el caixa de control Tots són endolls)
S'utilitza cable de tres nuclis del botó de bloqueig i activació de manera segura Endoll d'aviació extraïble: cables de bloqueig i botons de manera segura, dels quals 1 és blau, 2 és negre i 3 és marró (connectat al pin 6/7/8 de la interfície de senyal 1, vegeu el definició de cablejat de la caixa de control anterior per obtenir més informació)
Instal·lació d'alimentador de filferro
L'endoll aeri de dos nuclis a la cua de l'alimentador de cable està connectat al pin 5/6 de la interfície de senyal 2. Consulteu el següent per obtenir el mètode d'instal·lació específic.
Feu clic a: Instruccions d'instal·lació de l'alimentador de filferro (applets)
Tauler de control i guia d'operacions (la següent és la versió V3.3)
Resum d'operacions i guia d'operacions
El panell d'operacions de la sèrie SUP es compon principalment de pantalla tàctil i caixa de control.
Toqueu la pàgina principal, el procés, la configuració i el seguiment de la interfície d'operació.
Pantalla principal de funcionament de la pantalla tàctil

①En aquesta interfície, podeu veure els paràmetres del procés actuals i la informació d'alarma instantània.
②El làser està activat i la llum vermella indicadora està encès quan està encès.
③El bloqueig de seguretat sol ser gris i, quan el capçal de soldadura toca la peça, es torna verd i es pot processar.
④ Selecció del mode de soldadura, el valor per defecte és continu.Quan està configurat per a la soldadura per punts, pot emetre llum de manera intermitent per a l'operació de soldadura per punts, cosa que és convenient per controlar el temps de soldadura per punts a causa d'un error humà.Aquesta funció s'ha de configurar segons sigui necessari (la versió V3.3 és la funció anterior)
Pantalla principal de funcionament del procés

①La interfície del procés conté els paràmetres del procés per a la depuració, que es poden modificar fent clic a la casella.Un cop finalitzada la modificació, feu clic a D'acord i, a continuació, deseu-la al procés de drecera.Quan l'utilitzeu, feu clic a Importa (Modifica-Desa-Importa).
②El rang de velocitat d'escaneig és de 2-6000 mm/S i l'amplada d'escaneig és de 0^5 mm.La velocitat d'escaneig està limitada per l'amplada d'escaneig.La relació de limitació és: 10≤velocitat d'escaneig/(amplada d'escaneig*2) ≤1000 Si supera el límit, es convertirà automàticament en el valor límit.Quan l'amplada d'escaneig s'estableix a 0, no escanejarà (és a dir, la font de llum puntual) (la velocitat d'escaneig més utilitzada: 300 mm/S, amplada 2,5 mm).
③La potència màxima ha de ser inferior o igual a la potència del làser a la pàgina de paràmetres (per exemple, la potència del làser és de 1000 W, llavors el valor no és superior a
1000).
④Rang de relació de treball 0 ~ 100 (per defecte 100, normalment no cal canviar).
⑤El rang de freqüència de pols recomanat és de 5-5000 Hz (el valor predeterminat és 2000, normalment no cal canviar-lo).
⑥Feu clic al botó AJUDA a la part superior dreta per obtenir més explicacions dels paràmetres relacionats.
Referència del procés (subjecte a les condicions reals, el següent només és per a referència)

Estableix la pantalla principal de funcionament
Contrasenya 123456

①La potència del làser és la potència màxima del làser utilitzat.
②El retard d'aire de l'interruptor és de 200 ms per defecte i el rang és de 200 ms-3000 ms.
③Quan s'encengui la llum, augmentarà gradualment des de l'N1% de la potència del procés fins al 100%;quan la llum s'apaga, augmentarà gradualment des del 100% de la potència del procés.
a N2;(com es mostra a la figura següent).

④ La compensació del retard de l'alimentació del cable és el temps d'avanç de l'alimentació del cable en relació amb el senyal de llum, que es pot utilitzar juntament amb la funció de retirada.
⑤El llindar d'alarma de temperatura màxima és de 70 ℃.Quan el valor s'estableix a 0, l'alarma de temperatura no es detectarà.
⑥ Interval de coeficient de correcció d'escaneig 0,01 ~ 4, amplada de línia objectiu del coeficient/amplada de línia de mesura: generalment 1,25.
⑦ Desplaçament del centre làser -3 ~ 3 mm, reduïu-lo i moveu-lo cap a l'esquerra, augmenta-lo i mou-lo cap a la dreta.
⑧El senyal de nivell d'alarma és el predeterminat i l'alarma blindada es pot canviar directament a la detecció de nivell corresponent.
⑨La durada de la soldadura per punts és el temps d'emissió de llum després de prémer el gallet, és a dir, fins i tot si es deixa anar el botó, la llum encara s'emetrà segons el temps dedicat (la versió V3.3 és la funció anterior)
⑩El temps d'interval de soldadura per punts és el temps de llum de parada entre dues soldadures per punts després de prémer el botó del disparador (versió V3.3 i funció superior)
⑧Feu clic al botó AJUDA a la part superior dreta per obtenir una explicació més relacionada dels paràmetres.
Monitorització de la interfície principal

Aquesta interfície mostra l'estat de cada senyal de detecció i la informació del dispositiu
Feu clic a l'autorització del dispositiu per entrar a la interfície de temps d'ús autoritzat, després d'introduir la contrasenya, el sistema es pot autoritzar per al temps d'ús. Els mètodes de xifratge i desxifrat d'autorització són els mateixos:
Metodologia de desxifrat del sistema






